РЕФЕРАТ
Изобретение относится к
области обработки и консервированию древесины и может быть использовано для
производства гнутых изделий из дерева бытового и промышленного назначения.
Описан способ производства гнутых изделий из дерева, включающий подготовку пиломатериала
для гнутья, гидротермическую обработку профильного погонажа элементов для
гнутья, формирование гнутых элементов, включая сушку, механическую и
косметическую обработку гнутых изделий, при этом гидротермическую обработку
элементов для гнутых изделий проводят в водном растворе карбоната щелочного
металла при его концентрации 8-15% и температуре раствора в диапазоне от 20°С
до температуры ниже начала кипения продуктов реакции, при исходной влажности
древесины 8-15%, а выдержку в растворе определяют исходя из значения времени,
взятого в интервале 0,5-5 минут, увеличенного на каждый миллиметр толщины
изделия, причем раствор, используемый для гидротермической обработки, выполняет
функцию и антисептика. При необходимости в процессе формирования гнутых элементов
дополнительно осуществляют локальное смачивание водным раствором карбоната
щелочного металла и локальный нагрев деформируемых участков изделия.
Гидротермическая обработка указанным раствором в интервале заявленных
параметров за счет их сочетаний позволяет регулировать технологический процесс
для обеспечения пластичности заготовок пиломатериала для любых лиственных и
хвойных пород древесины и изготавливать из них путем гнутья качественные
изделия. 8 з.п. ф-лы, 3 табл.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
Изобретение относится к
области обработки и консервированию древесины и может быть использовано при
производстве гнутых изделий элементов мебели, оконных, дверных проемов,
лестничных маршей, веранд, фасадов и других построек различного назначения.
Известен способ
изготовления гнутых деталей и устройство для его осуществления [1], который для
устранения дефектов при изгибе, вызываемых сжатием и растяжением древесины
вдоль волокон, - складки или жмотины на вогнутой поверхности изгибаемого
изделия и разрывы на выпуклой - предусматривает по контуру высечку дисковых
заготовок и формирование выравнивающих надрезов.
Известен способ
изготовления профилированных изделий из материала цельной древесины или
древесных сред [2], предусматривающий в процессе пластификации изделия
использование электрического напряжения, а при уплотнении древесины - метод
экструдирования с приданием вибрации обрабатываемому древесному материалу.
Недостатком известных
способов является ограниченная возможность их использования для гнутья
высококачественных изделий из различного сечения погонажных заготовок для
изделий, имеющих изгиб в разных плоскостях. Кроме этого для реализации
известных способов требуется специальное оборудование, материалы, приборное
обеспечение и значительные энергозатраты.
Наиболее близким по
технической сущности и достигаемому результату является широко используемая в
производстве при гнутье древесины технология, включающая раскрой на заготовки
погонажа, гидротермическую обработку, гнутье, сушку, механическую и
косметическую обработку гнутых изделий. Для повышения способности древесины к
гнутью применяют гидротермическую обработку, повышающую ее пластичность. В
известном способе гидротермическая обработка заготовок изделий осуществляется
провариванием в горячей воде или пропариванием в специальных герметичных
емкостях. Ускоряет процесс пластификации древесины прогрев токами высокой
частоты, обработка аммиаком, 40% водным раствором мочевины. Гнутье заготовок
изделия, как правило, осуществляют при влажности древесины, близкой к пределу
гигроскопичности (25-35%).
Недостатком известной
технологии гнутья являются низкие производительность и выход годного из-за
сложности и длительности технологических операций; значительные удельные
затраты на энергоносители и мероприятия по выполнению современных требований
экологической и санитарно-гигиенической безопасности производства. В настоящее
время в связи с сокращением запасов деловой древесины, особенно дефицитом
лиственных твердых пород (дуб, ясень, бук), возникла проблема использования в качестве
делового сырья древесины быстрорастущих малоценных пород и древесины смолистых
пород, которые не поддаются обработке и гнутью по известной технологии.
В настоящей заявке
поставлена задача разработать простой, малозатратный, производительный способ
гнутья, пригодный для использования любых лиственных и хвойных, в том числе
смолистых, пород древесины.
Поставленная задача
решается тем, что, используя технологические приемы известного способа гнутья
изделий из древесины, включающего подготовку пиломатериала для гнутья,
гидротермическую обработку профильного поганажа элементов для гнутья,
формирование гнутых элементов, включая сушку, механическую и косметическую
обработку гнутых изделий, в предлагаемом способе проводят гидротермическую
обработку гнутого изделия в водном растворе карбоната щелочного металла при его
концентрации 8-15% и температуре раствора в диапазоне от 20°С до температуры
ниже начала кипения продуктов реакции, а выдержку в растворе определяют исходя
из значения времени, взятого в интервале 0,5-5 минут, увеличенного на каждый
миллиметр толщины изделия, при этом раствор, используемый для гидротермической
обработки, выполняет функцию и антисептика.
Сущность предлагаемого
способа производства гнутых изделий заключается в том, что использование при
гидротермической обработке слабо концентрированного (8-15%) водного раствора
карбонатов щелочных металлов при относительно низких температурах нагрева
(практически в пределах 20-80°С) предопределяет возможность регулирования
процесса пластификации изделия из различных пород древесины для повышения ее
пластичности. Для всех пород древесины как материала сложного
слоисто-трубчатого строения (хвойные и лиственные кольцесосудистые) или просто
трубчатого строения (лиственные рассеянно-сосудистые, например, береза, бук)
указанные выше условия приводят к интенсивному процессу пластификации заготовок
для гнутья за короткие промежутки времени.
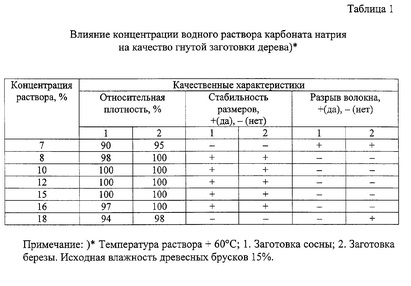
Выбор интервала
концентрации карбоната щелочного металла в воде и диапазон температуры раствора
связаны с реакционной активностью взаимодействия его компонентов и создания
устойчивой среды для пластификации дерева. При концентрации в интервале 8-15%
карбоната щелочного металла и при температуре водного раствора в диапазоне от
20 до 80°С проходит устойчивый процесс насыщения раствора газовой составляющей.
Повышение температуры нагрева выше 80°С и концентрации в растворе карбоната
щелочного металла выше 15% создают предпосылки интенсивного кратковременного
выделения (кипения) из раствора газовой составляющей продуктов реакции
компонентов раствора. Такой раствор теряет способность для качественной
пластификации древесины, не обеспечивая стабильного формирования плотной
структуры изделия. При концентрации в водном растворе карбоната щелочного
металла ниже 8% наблюдается вялый характер реакционного процесса взаимодействия
компонентов раствора и слабое насыщение его газовой составляющей, что негативно
влияет на качественные характеристики (таблица 1).
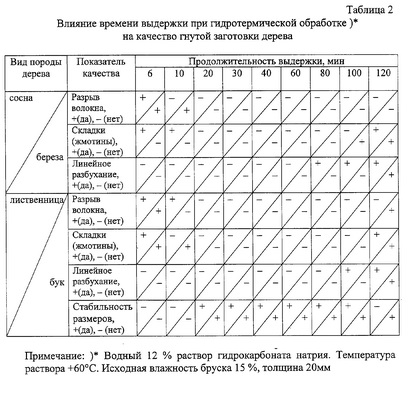
Заявленные параметры
предлагаемого режима гидротермической обработки для производства гнутых изделий
установлены опытами при испытаниях на стенде для гнутья вокруг шаблона на угол
180 градусов брусков размером 20×60×1500 мм из хвойных смолистых (сосна),
лиственных (береза) малоценных пород дерева, а также из лиственницы и в
отдельных случаях из бука.
С учетом действующих
государственных стандартов и технических условий на методы испытаний древесины
качество гнутых образцов оценивали по плотности, по выявлению наиболее
распространенного вида брака - образованию складок (жмотин) на вогнутой
поверхности и появлению разрывов волокон на выпуклой поверхности, по линейному
разбуханию и по стабильности размеров (по отклонению заданной стрелы прогиба не
более ±3 мм).
Выявленные закономерности
и оптимальные параметры температурного режима и концентрационного состава
раствора для гидротермической обработки подтверждены при использовании в
растворе в качестве карбоната щелочного металла: карбоната и гидрокарбоната
натрия, карбоната калия.
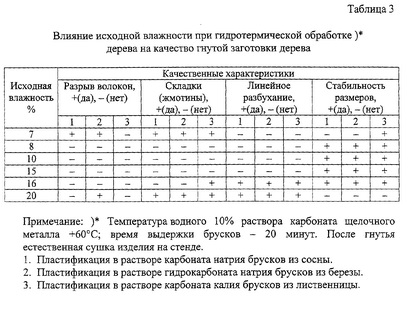
При гидротермической
обработке по заявленному режиму образцов дерева разных пород выявлена тенденция
улучшения качественных характеристик гнутых изделий при использовании в
процессе пластификации заготовок дерева с выдержкой в растворе во взаимосвязи с
толщиной изделия (таблица 2) и с исходной влажностью 8-15% (таблица 3).
По известным способам
гнутье осуществляют при влажности древесины 25-30%, то есть близкой к точке
насыщения волокна, к пределу гигроскопичности. Для достижения исходной для
гнутья влажности, равной пределу гигроскопичности, заготовки в течение 2-3 часов
пропаривают или проваривают, на что требуется специальное оборудование, большие
энергозатраты.
В предлагаемом способе,
благодаря гидротермической обработке в водном растворе карбонатов щелочных
металлов, при меньшей исходной влажности заготовки процесс пластификации
проходит за более короткий промежуток времени. Торцевые срезы гнутой древесины
имеют плотную дисперсную сотовую структуру, заполненную затвердевшей колоидной
массой. Наружные поверхности сторон изогнутого изделия не имеют пор, пустот
между волокнами.
Качественные
характеристики изогнутого по предлагаемому способу изделия, состояние наружных
сторон и торцов изделия в значительной мере отвечают требованиям ГОСТ 20022,
1-90 по защите древесины за счет обработки антисептиком. По сути, раствор, используемый
для гидротермической обработки выполняет функцию и антисептика.
После гидротермической
обработки заготовок осуществляют формирование гнутого изделия заданной формы.
Указанный признак предусматривает использование общепринятых вспомогательных приемов,
используемых при гнутье деревянных изделий. Проводят комплектацию необходимых
деталей (металлические шины, шаблоны, кондуктор и т.п.), оснащение
комплектующими стенда или устройства для гнутья. На оборудованном стенде
размещают заготовку для изделия, прошедшую гидротермическую обработку, и
проводят гибку до заданной формы и размера изделия. Благодаря высокой степени
пластификации заготовок, обработанных в водном растворе карбоната щелочного
металла, изделие легко формуется, гнется и за относительно короткий промежуток
времени на гибочном стенде осуществляется окончательная фиксация его формы без
дополнительных мероприятий по сушке изделия (например, нет необходимости
размещать изделие в сушильной камере). Таким образом, в предлагаемом способе
сушка гнутого изделия осуществляется в атмосфере производственного помещения.
Процесс структурного
превращения волокон и клеточных стенок древесины на стадии от состояния
пластификации до отвердевания проходит быстротечно и в первую очередь в
поверхностных слоях древесины. Поэтому в процессе гибки на стенде изделий
сложного формообразования, с участками при больших отношениях толщины заготовки
изделия к радиусу изгиба (более 0,05) или когда требуется определенное время
для сохранения пластичности древесины, такие участки дополнительно локально
смачивают раствором той же концентрации и температуры, выбранных для
замачивания в ванне при пластификации заготовок изделия.
Для гарантированного
сохранения технологических параметров гнутья перед или после дополнительного смачивания
осуществляют дополнительный локальный нагрев участков изделия, испытывающих
повышенные деформационные нагрузки. Температура дополнительного локального
нагрева не должна превышать температуру раствора, использованного для
смачивания. Смачивание может осуществляться тампоном, кистью, пульверизатором,
а нагрев - обдувом горячим воздухом, пламенем горелки.
При непродолжительной
просушки изогнутого изделия на стенде в калибрах в комнатных условиях, изделие
окончательно приобретает устойчивую заданную форму. После извлечения
(демонтажа) гнутого изделия из гибочного устройства для придания ему
окончательной формы и размеров проводят механическую обработку известными
методами, используемыми в столярно-механическом производстве: обработка торцов
изделия, строгание и шкурение лицевой поверхности.
Косметическая обработка
изделия, после механической обработки, с учетом пожеланий заказчика, может
включать полировку поверхностей (фетром, грубой тканью), нанесение на нее
грунтовки, красок, декора, лака.
В предлагаемом способе
гнутых изделий из дерева в качестве карбоната щелочного металла преимущественно
используют доступные безвредные карбонат или гидрокарбонат натрия и карбонат
калия, а отсутствие значимых паро- и газообразных выделений в окружающую среду
закрывает проблему по разработке и реализации специальных мероприятий в области
экологии и санитарно-гигиенических требований производства.
Гидротермическая
обработка в водном растворе указанных химических соединений в интервале
заявленных параметров за счет их сочетания позволяет регулировать
технологический процесс для обеспечения пластичности заготовок пиломатериала
для любых лиственных и хвойных, в том числе из смолистых и малоценных пород
древесины и изготавливать из них путем гнутья качественные изделия бытового и
промышленного назначения.
Примеры выполнения
способа в производственных условиях.
Пример 1. Изготовление
гнуто-винтового поручня для винтовой лестницы.
Техническое задание:
Изготовить поручень гнуто-винтовой из сосны, внутренний радиус изгиба в плане -
250 мм, длина 5500 мм, крутящий момент 180 градусов, сечение поручня
профилированного 20×60 мм, из 2 частей по сечению, цельный по длине.
Технологический процесс
осуществляли на трех производственных участках: заготовительном, изготовления
гнутых элементов, окончательной (косметической) отделки гнутого изделия
(полировка, шлифовка, грунтовка покраска и т.п.).
На заготовительном
участке в соответствии с требованиями ГОСТ 8486-86 «Пиломатериалы хвойных
пород» из соснового пиломатериала отобраны брусы для размерного раскроя
согласно требованию технического задания. Подготовку бруса для гнутья
осуществляли общепринятыми методами механической обработки на подготовительной
стадии: торцевание, фугование двух базовых плоскостей бруса, фрезерование профиля
бруса до заданного размера профильного погонажа по техническому заданию.
Профильный погонаж
передали на участок изготовления гнутых элементов с исходной влажностью
древесины - 10%. Участок оборудован ванной для замачивания деревянных изделий.
Для наполнения ванны приготовлен 10% водный раствор гидрокарбоната натрия с
температурой раствора 40°С. Гидротермическую обработку профильного погонажа
элементов для гнутья проводили погружением их в раствор ванны с выдержкой 15
мин (из расчета 0,75 минуты на каждый миллиметр толщины бруса).
На участке изготовления
гнутых изделий для формирования гнуто-винтового поручня загодя и в период
подготовки оборудования, материалов, раствора ванны для гидротермической
обработки и ее осуществления провели проверку и окончательную комплектацию
стенда необходимыми деталями (шины, калибры, шаблоны, кондукторы) и установку
его по схеме, соответствующей заданному профилю, кривизне и размерам
формируемого изделия. Трудозатраты на вспомогательные операции по подготовке
стенда к работе составили 119 минут, а подготовка раствора и ванны для
гидротермической обработки бруса - 7 минут.
После выдержки соснового
бруса в растворе в течение 15 минут его укрепили в стенде и по длине бруса
последовательно по заданной схеме конфигурации заданного поручня осуществили
гибку.
Ввиду скоротечности
процесса затвердевания пластифицированной древесины после изъятия ее из ванны
после гидротермической обработки и большой длины бруса, на последних стадиях
его гибки деформируемые участки, для поддержания заданных параметров
гидротермической обработки, непосредственно на стенде обдували воздухом с
температурой 40° и смачивали раствором из ванны, используемым для замачивания
бруса.
После завершения укладки
на стенде в процессе гибки сформированные изделия сушили на воздухе при
комнатной температуре до полного высыхания поверхности от влаги. Просушенное
изделие демонтировали со стенда (трудозатраты - 5 минут). При контроле качества
поверхности гнутых деформированных участков дефектов (разрыв волокна, жмотины)
не обнаружено. Изделие соответствует заданной конфигурации и размерам,
формоустойчиво. Кроме этого по состоянию лицевой поверхности гнутого изделия,
по отсутствию пор, по плотной мелкодисперсной структуре волокон и
межволоконного наполнения на торцевых срезах изделие удовлетворяет требованиям
ГОСТ 10950-78 на антисептическую обработку. Общие трудозатраты на проведение
гидротермической обработки и формирование гнутого изделия на участке
изготовления составили 146 минут. Вредных газовыделений, испарений при гидротермической
обработке и в процессе гнутья изделия не обнаружено.
После формирования и
просушки изделия на участке окончательной отделки провели фрезеровку и шлифовку
торцов для снятия припуска до заданной длины гнуто-винтового поручня, зачистку
наждачной шкуркой лицевых поверхностей, очистку от пыли, полировку под
нанесение грунтовки и краски и завершающую тонкую полировку окрашенной
поверхности фетром.
Гнуто-винтовой поручень
из пиломатериала сосны по качеству исполнения, дизайну положительно оценен
заказчиком и установлен при монтаже винтовой лестницы офиса предприятия.
Пример 2. Изготовление
гнутой спинки стула.
Техническое задание:
Изготовить гнутую спинку стула из бука: сечение - круг, диаметр - 32 мм; длина
- 1720 мм.
Технологический процесс
осуществлен на трех производственных участках. На заготовительном участке в
соответствии с требованиями ГОСТ 2695-83 «Пиломатериалы лиственных пород»,
исключая пропаривание, из букового пиломатериала отобран брусок 35×35×1750 мм.
Брусок обточили и провели чистовую обработку поверхности на
деревообрабатывающем станке до круглой заготовки (штанги) диаметром 32 мм.
Гидротермическую
обработку штанги (исходная влажность - 9%) провели погружением в ванну с 10%
водным раствором гидрокарбоната натрия с температурой 40°С и выдержкой из
расчета 0,70 минуты на каждый миллиметр толщины (диаметра) штанги.
На стенд для гнутья, на
участке изготовления изделий, подобрали комплектующие детали и разместили их по
схеме, соответствующей кривизне, размеру и форме заданного изделия.
Формирование гнутой
спинки стула из круглой заготовки (штанги) после гидротермической обработки
осуществляли на стенде гибки с использованием шаблона-кондуктора за 15 минут.
Пластифицированная заготовка из бука легко, без больших усилий принимала
заданную форму изгиба. В процессе гибки не требовалось дополнительного
локального нагрева и смачивания сложно деформируемых участков штанги. После
высыхания поверхности изогнутого изделия на стенде и его демонтажа, провели
визуальный контроль качества деформированных в процессе изгиба участков и
структуру на торцевых срезах. Поверхностных пороков не обнаружено. Структура
волокна на торцах мелкодисперсная, плотная по сечению изделия и соответствует
требованиям антисептической обработки. Изогнутое изделие не имело отклонений от
заданной формы и размера при контроле после суточного хранения в комнатных
условиях 20-25°С (полная просушка древесины изделия).
Общие трудозатраты на
подготовку оборудования, материалов, проведение гидротермической обработки и на
формирование гнутой спинки стула составили 27 минут.
На участке окончательной
отделки механической обрезкой торцов, грубой и чистовой полировкой, лакировкой
поверхности гнутое изделие с учетом требования договора подготовили и сдали
заказчику готового изделия.
Промышленная применимость
заявленного способа не вызывает затруднений. Для ее реализации используются
доступные материалы, оборудование и оснастка.
Использование заявленного
способа гнутья изделий из дерева в сравнении с известным технологическим
процессом дает возможность:
- без ущерба качества
изделия повысить производительность труда на 15-30% за счет сокращения времени
технологического цикла;
- сократить энергозатраты
на 20-25% за счет проведения технологического процесса при относительно низких
температурах (20-80°С);
- сократить общие
материальные затраты за счет повышения выхода годного, использования недорогого
доступного оборудования и материалов;
- обеспечить без
дополнительных затрат выполнение современных требований по
санитарно-гигиенической и экологической безопасности;
- использовать для
изготовления гнутых изделий породы лиственных, хвойных, в том числе смолистых
деревьев;
- без ущерба качества
изготовлять изделия сложного формообразования, имеющие криволинейные
поверхности в различных плоскостях.
Организация производства
гнутых изделий по предлагаемой технологии может быть реализована как в сфере
малого бизнеса, так и для производства в промышленных масштабах.
Источники информации
1. Патент РФ №2017593.
2. Патент РФ №2125932.
3. В.А.Гарин,
Н.А.Михайлов. Технология изделий древесины. Учебное пособие для студентов
лесотехнических вузов, Воронеж, изд-во Воронежского ун-та, 1985, стр.140.
ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Способ производства
гнутых изделий из дерева, включающий подготовку пиломатериала для гнутья,
гидротермическую обработку профильного погонажа элементов для гнутья,
формирование гнутых элементов, включая сушку, механическую и косметическую
обработку гнутых изделий, отличающийся тем, что проводят гидротермическую
обработку элементов для гнутых изделий в водном растворе карбоната щелочного
металла при его концентрации 8-15% и температуре раствора в диапазоне от 20°С
до температуры ниже начала кипения продуктов реакции, а выдержку в растворе
определяют исходя из значения времени, взятого в интервале 0,5-5 мин,
увеличенного на каждый миллиметр толщины изделия, при этом раствор,
используемый для гидротермической обработки, выполняет функцию и антисептика.
2. Способ по п.1,
отличающийся тем, что гидротермическую обработку профильного погонажа
осуществляют при исходной влажности древесины 8-15%.
3. Способ по п.1,
отличающийся тем, что в процессе формирования гнутых элементов осуществляют
дополнительное локальное смачивание водным раствором карбоната щелочного
металла деформируемых участков изделия.
4. Способ по п.1,
отличающийся тем, что в процессе формирования гнутых элементов осуществляют
дополнительный локальный нагрев деформируемых участков изделия.
5. Способ по п.1,
отличающийся тем, что в качестве пиломатериала используют дерево хвойных пород.
6. Способ по п.1,
отличающийся тем, что в качестве пиломатериала используют дерево лиственных
пород.
7. Способ по п.1,
отличающийся тем, что в качестве карбоната щелочного металла используют
карбонат натрия.
8. Способ по п.1,
отличающийся тем, что в качестве карбоната щелочного металла используют
гидрокарбонат натрия.
9. Способ по п.1,
отличающийся тем, что в качестве карбоната щелочного металла используют
карбонат калия.
Изобретатели: Шишкин
Евгений Николаевич (RU), Андреева Светлана Викторовна (RU) | 













